3Dデータ③ ~バッドエッジの防止にはCAD上でひと手間~
本記事の内容が当てはまる造形方式
- 全て
- バッドエッジとは?
3Dデータ②でSTLの持つエラーの一つとして紹介した、バッドエッジとは何でしょうか?端的に言うと、モデルを構成するポリゴン(微小な三角形)の辺のうち、「正しく接続すべき相手が定まらない辺」のことです。最も単純なバッドエッジは、面が欠けたモデルに空いた穴のフチです。隣につながるべきポリゴンが無いので、当然バッドエッジとなります。(図1左。この記事では黄色い線でバッドエッジを表示します。)また、隣にポリゴンがあるものの、辺と辺の距離が離れ過ぎている場合もバッドエッジとなります(図1右)。これらのバッドエッジは、そもそも変換前のCADモデルに穴が開いていたり面が離れていることを原因とするケースが多いです。このような「面抜け」「面剥がれ」と呼ばれる現象は、複数のCAD間で中間ファイルを介した変換を行った場合などにしばしば発生します。また、近接する辺同士を「つながっている」と判断する基準(最小トレランス)がCAD側とSTLを受け取る側で異なる設定となっていると、CAD上では「つながって」いた辺がSTLビューアーや3Dプリンターのドライバー側でバッドエッジと判定されることもあります。
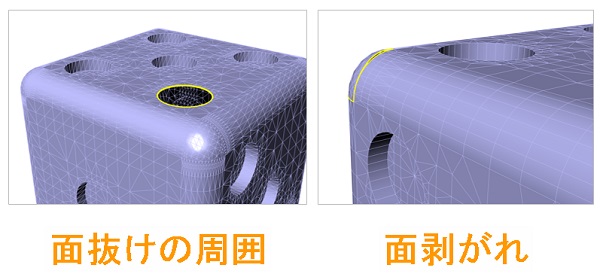
図1:典型的なバッドエッジ
- やっかいなノンマニホールド系のバッドエッジ
この他に、「ノンマニホールド面」に由来するバッドエッジも存在します。ノンマニホールドとは、1つの辺に3つ以上の面が集まっているような、面のつながり方が不正で物体の外形が定義できない状態のことです。例えば下の図2では、左下の辺には「3」「6」「7」の3つの面が、右上には「1」「4」「7」の3つの面が集中しています。
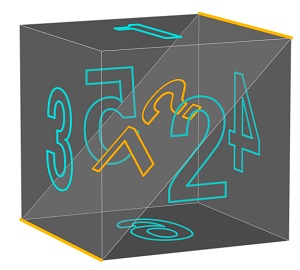
図2:ノンマニホールド状態の模式図(半透明表示)
こんなモデル作るわけ無いじゃん!と言われそうですが、例えば図3の様に個別に作成した軸部品とドーナツ状の部品のアセンブル・モデルをまとめてSTL変換する場合などは、2つの部品が接する面にノンマニホールド状態が発生することがあります。2つのピッタリ重なった(あるいは非常に近い)面を残す・残さないという微妙な判別処理の結果です。ノンマニホールド系のバッドエッジは、細かく分かれて破片の様に散らばる上に、必要な面との境界付近に発生するので、STL上で修正するのはとても大変です。
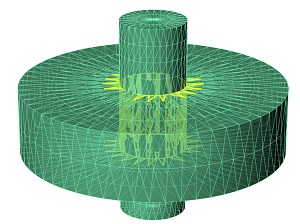
図3:ノンマニホールド系のバッドエッジ(半透明表示)
- 複数パーツのブーリアンはCAD上で行うべし
ノンマニホールドという難しい単語が出てきましたが、対策は簡単です。バッドエッジを避けるためには、予めCAD上で軸部品とドーナツ部品をブーリアン結合(複数のパーツを一体化する処理)してしまえば良いのです。また、面抜けや面剥がれに由来するバッドエッジも、CAD上で穴を埋めたり辺をつなげる処理(パッチ・ソーイングなど)を事前に行うことで、STLを頑張って修正する手間を避けることが出来ます。3Dデータ①で述べたことの繰り返しですが、CADでできることは変換前にCADで!が基本です。
(飯塚 厚史)




| タイトル | |
|---|---|
| 1位 | 3Dデータ① ~STLファイルへの変換は片道通行~ |
| 2位 | 造形する時に発生する "ヒゲ" をやっつけろ! |
| 3位 | 3Dモデルは必ず中央公差にて設計すること |
| 4位 | 磨けば光って透明に |
| 5位 | ポリアミド(PA)とは |
| 掲載日時 | タイトル |
|---|---|
| 2017.05.19 | SLS用樹脂材料の取り扱いⅡ(材料の保管方法) |
| 2017.05.10 | SLS用樹脂材料の取り扱いⅠ(粉末樹脂材料補充時のひと工夫) |
| 2017.04.07 | ULTEM™(ウルテム™)とは |
| 2017.02.23 | 3Dプリンターで造形した仮型で試作するコツとは? |
| 2016.11.29 | PE(ポリエチレン)を造形したいけれど・・・材料は? |
| 2016.10.17 | FDMサポート材の種類と特長 |
| 2016.09.21 | ポリプロピレン(PP)とは |
| 2016.07.04 | ポリアミド(PA)とは |
| 2016.04.14 | 造形方式による曲面の再現性の違い |
| 2016.03.08 | ABS樹脂の特徴と注意点 |
| 掲載日時 | タイトル |
|---|---|
| 2017.06.12 | 3Dデータ③ ~バッドエッジの防止にはCAD上でひと手間~ |
| 2017.03.22 | 3Dデータ② ~STLへの変換後は必ずビューアーでチェック~ |
| 2017.01.10 | FDM(エントリー)機での造形サンプルの反りを設計で緩和しよう |
| 2016.12.12 | ブレークアウェイ方式のサポート材は除去時の苦労を考慮して造形しよう |
| 2016.11.15 | 「シェル」について理解しよう。(其の弐) |
| 2016.11.11 | 「シェル」について理解しよう。(其の壱) |
| 2016.11.01 | 大きなサイズ(大物部品)の造形 |
| 2016.10.24 | 3Dデータ① ~STLファイルへの変換は片道通行~ |
| 2016.08.22 | 角(かど)をシャープに造形するには。 |
| 2016.08.08 | 3Dプリンターを使った試作 形状確認 |
| 2016.08.01 | 3Dプリンターならではの形状(ちょうつがい) |
| 2016.07.11 | 造形コストを抑えるポイント |
| 2016.06.27 | エントリークラスFDM機に適した形状設計〜その2〜 |
| 2016.06.20 | FDM(エントリー機)を稼動させる前の準備運動は重要! |
| 2016.06.13 | サポートの有無で生じる段差は形状変更や姿勢変更で解決 |
| 2016.06.06 | スペック表を見るポイント① ~分解能(積層ピッチ)と精度の話~ |
| 2016.03.28 | モデルの中空化と抜き穴で、造形時間短縮&品質向上 |
| 2016.03.22 | 造形コストを抑える設計のポイント マテリアルジェッティング編 |
| 2016.03.08 | エントリークラスFDM機に適した形状設計〜その1〜 |
| 2016.02.19 | 精度を出したい輪郭は真上に向けて一筆書き! |
| 掲載日時 | タイトル |
|---|---|
| 2017.04.28 | 「シェル」について理解しよう。(其の参) |
| 2017.03.10 | Solubleサポートで形状にひと工夫 |
| 2017.03.02 | 簡単きれい。マテリアルジェッティングのひみつ。 その1 |
| 2017.01.31 | カラー造形について |
| 2017.01.23 | 造形物の面の滑らかさだけで、積層ピッチを決めていませんか? |
| 2017.01.10 | FDM(エントリー)機での造形サンプルの反りを設計で緩和しよう |
| 2016.12.12 | ブレークアウェイ方式のサポート材は除去時の苦労を考慮して造形しよう |
| 2016.10.17 | FDMサポート材の種類と特長 |
| 2016.09.26 | ASAのススメ |
| 2016.09.05 | FDMの充填構造に着目してコストダウン! |
| 2016.08.29 | 造形コストを抑えるポイント(FDM) |
| 2016.07.25 | 3DデータのSTL化の精度の造形物の違い |
| 2016.07.19 | SLSの長物造形で反りを軽減する方法 |
| 2016.07.11 | 造形コストを抑えるポイント |
| 2016.06.20 | FDM(エントリー機)を稼動させる前の準備運動は重要! |
| 2016.06.13 | サポートの有無で生じる段差は形状変更や姿勢変更で解決 |
| 2016.05.30 | 肉厚と造形線幅のマッチングで強度低下を防ぐ |
| 2016.05.23 | 磨けば光って透明に |
| 2016.05.16 | 造形方向によるモデルの強度 |
| 2016.04.04 | サポート材の付着面をコントロールして見た目をきれいに |